
Welkom bij Contimeta
Totaalleverancier sinds 1932
Specialist in Verpakkingstechniek & Bevestigingstechniek
Service en onderhoud

Welkom bij Contimeta
Totaalleverancier sinds 1932
Specialist in Verpakkingstechniek & Bevestigingstechniek
Service en onderhoud

Welkom bij Contimeta
Totaalleverancier sinds 1932
Specialist in Verpakkingstechniek & Bevestigingstechniek
Service en onderhoud
















Voor Verpakkingstechniek en Bevestigingstechniek geldt dat machines en apparaten die een gebruiker aanschaft vaak slechts een kleine schakel in het proces zijn. Uitval kan verregaande consequenties hebben. Bij Contimeta wordt daarom aan de serviceverlening een zwaar gewicht gehangen.
Kern van de serviceverlening wordt gevormd door een professioneel team van 25 mannen en vrouwen. In hun ervaring en kennisopbouw wordt structureel geïnvesteerd. De serviceverlening is een apart vakmanschap waarbij een samenspel van flexibiliteit en kennis van doorslaggevende betekenis is. Ook op het gebied van revisie van uw bestaande machines en apparaten kunnen wij u van dienst zijn.























Voor Verpakkingstechniek en Bevestigingstechniek geldt dat machines en apparaten die een gebruiker aanschaft vaak slechts een kleine schakel in het proces zijn. Uitval kan verregaande consequenties hebben. Bij Contimeta wordt daarom aan de serviceverlening een zwaar gewicht gehangen.
Kern van de serviceverlening wordt gevormd door een professioneel team van 25 mannen en vrouwen. In hun ervaring en kennisopbouw wordt structureel geïnvesteerd. De serviceverlening is een apart vakmanschap waarbij een samenspel van flexibiliteit en kennis van doorslaggevende betekenis is. Ook op het gebied van revisie van uw bestaande machines en apparaten kunnen wij u van dienst zijn.
Voor Verpakkingstechniek en Bevestigingstechniek geldt dat machines en apparaten die een gebruiker aanschaft vaak slechts een kleine schakel in het proces zijn. Uitval kan verregaande consequenties hebben. Bij Contimeta wordt daarom aan de serviceverlening een zwaar gewicht gehangen.
Kern van de serviceverlening wordt gevormd door een professioneel team van 25 mannen en vrouwen. In hun ervaring en kennisopbouw wordt structureel geïnvesteerd. De serviceverlening is een apart vakmanschap waarbij een samenspel van flexibiliteit en kennis van doorslaggevende betekenis is. Ook op het gebied van revisie van uw bestaande machines en apparaten kunnen wij u van dienst zijn.
Voor Verpakkingstechniek en Bevestigingstechniek geldt dat machines en apparaten die een gebruiker aanschaft vaak slechts een kleine schakel in het proces zijn. Uitval kan verregaande consequenties hebben. Bij Contimeta wordt daarom aan de serviceverlening een zwaar gewicht gehangen.
Kern van de serviceverlening wordt gevormd door een professioneel team van 25 mannen en vrouwen. In hun ervaring en kennisopbouw wordt structureel geïnvesteerd. De serviceverlening is een apart vakmanschap waarbij een samenspel van flexibiliteit en kennis van doorslaggevende betekenis is. Ook op het gebied van revisie van uw bestaande machines en apparaten kunnen wij u van dienst zijn.

Wie is Contimeta
Contimeta is sinds 1932 als familiebedrijf actief in de transportverpakkingen en hechttechniek. In de Benelux, Duitsland en Zweden werken ruim 100 medewerkers.
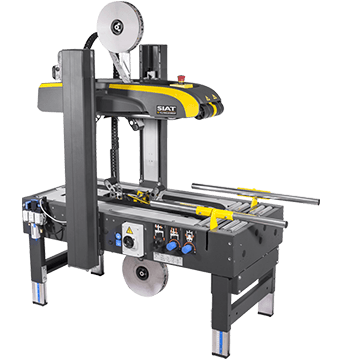
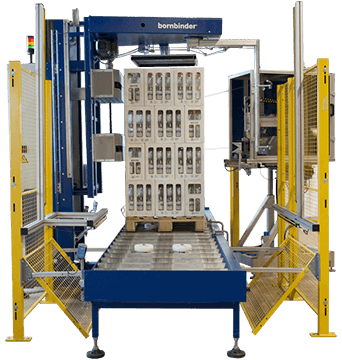
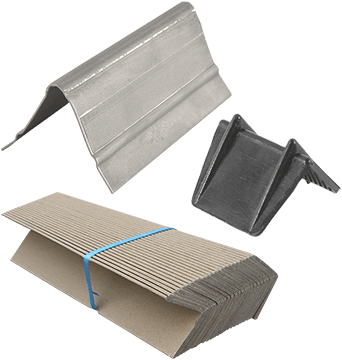
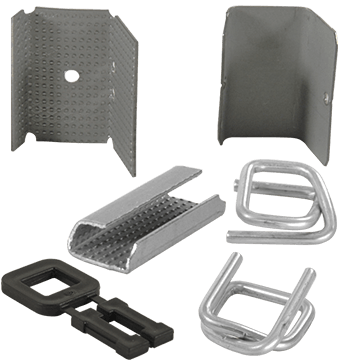
Doordat Contimeta een breed assortiment aan buitenlandse machineproducenten vertegenwoordigt is zij in staat om een passende oplossing te vinden bij transportverpakkingsvraagstukken rond rekwikkelen, omsnoeren, krimpen en dozensluiten.
Bij vraagstukken rond de hechttechniek werkt Contimeta op een vergelijkbare manier.
Contimeta is een systeemleverancier. Dat wil zeggen dat de geboden oplossing vaak de levering betreft van zowel machine, verbruiksmaterialen als service. De relatie tussen Contimeta en haar klanten is dan ook in de regel zeer langdurig.

 Nederland
Nederland