

Sträckfilm information
Vill du veta mer om bakgrunden till sträckfilm?
Det är inte alltid lätt att avgöra vilken typ av sträckfilm som lämpar sig bäst för just din produkt. Det finns så många olika filmtyper att välja mellan - ibland kan man inte se skogen för alla träd. På den här sidan ämnar vi ge en bättre bild av skillnaderna mellan de olika filmtyperna och vi går närmare in på några ofta använda facktermer och begrepp:
- Blåst och Plangjuten eller Cast film
- Co-extrudering (sammanfogning)
- Maskinfilm
- Limited, Power och Oriented
- Perforerad
- Handrullar (Handsträckfilm)
- Klar, färgad eller tryckt film
- Täckplast
- Ministräckfilm
- Banderolleringsfilm (Banderollsträckfilm)
- Sträckband (Sanstrap)

Blåst och plangjuten (cast)
Sträckfilmen är antingen "blåst" eller "plangjuten" (cast). Termerna har sina ursprung i tillverkningsprocessen. Varje process ger filmen sina egna specifika egenskaper. Nedan går vi närmare in på båda tillverkningsprocesserna.

Granulatet blandas (1) och extruderas genom en ringformad mall (2) och formar en tunnväggig rörformad cylinder. Luft tillförs genom öppningen i mitten av mallen där granulater pressas in. Cylindern rör sig uppåt varvid resten blir kyld av luft.
Granulatet blandas (1) och pressas genom ett profilgivande ringformat munstycke eller matris (2) så att materialet formar sig till en rörformad cylinder. Luft tillförs genom en öppning i mitten av matrisen. Cylindern rör sig uppåt och kyls ständigt med kall luft. Med hjälp av lufttrycket blåser man ut filmen till rätt storlek. Ett system av ringar (3) som omsluter cylindern avgör cylinderns yttermått. Under tiden mäts cylinderväggarnas tjocklek (4) och om nödvändigt justeras extrudern. När cylindern är tillräckligt avkyld pressas cylindern ihop (5) till en flat plastfilm. Sedan leds filmen nedåt via ett system av luftkylda och drivna upptagningsrullar (6). Den tillplattade filmen är nu (nästan) färdig för användning. Filmen kapas av på bägge sidor, med två plana filmer som resultat. Slutligen lindas dessa plana filmer upp på en rulle (7). Kontrollpanelen (8).
- Extruder
- Blåsning av filmmaterial med luftkyld ring
- Storleksbestämning
- Bestämning av tjocklek
- Pressenhet
- Vändenhet
- Upplindning
- Automatisering
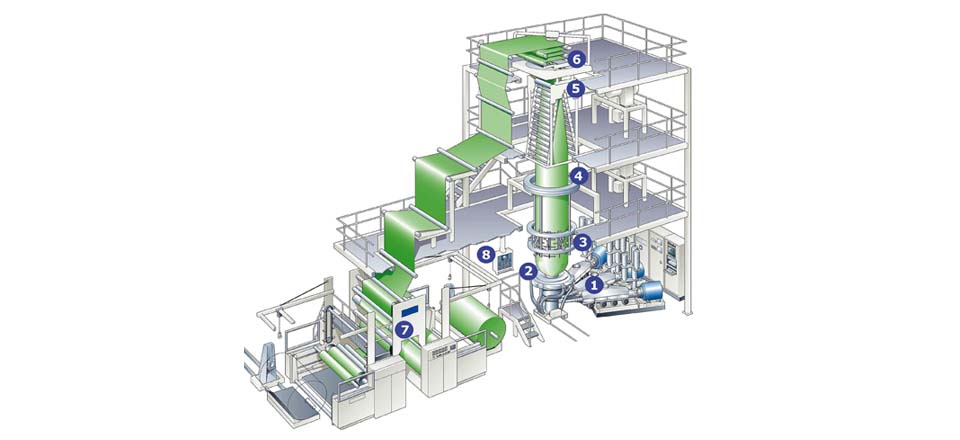
Blåst film tillverkningsprocess
Detta tillverkningssätt har några viktiga fördelar:
- Noggrann bestämning av bredd och tjocklek eftersom extruderns output, luftbubblans storlek samt avtagningshastigheten kan regleras.
- Inga ojämna kanter, jämn avkylning.
- Möjlighet till biaxiellt sträckt film. Biaxiellt orienterad film har bättre mekaniska egenskaper och punkteringsbeständighet.

Under tillverkningsprocessen för blåst sträckfilm sträcks filmen i två riktningar och får därmed sin styrka
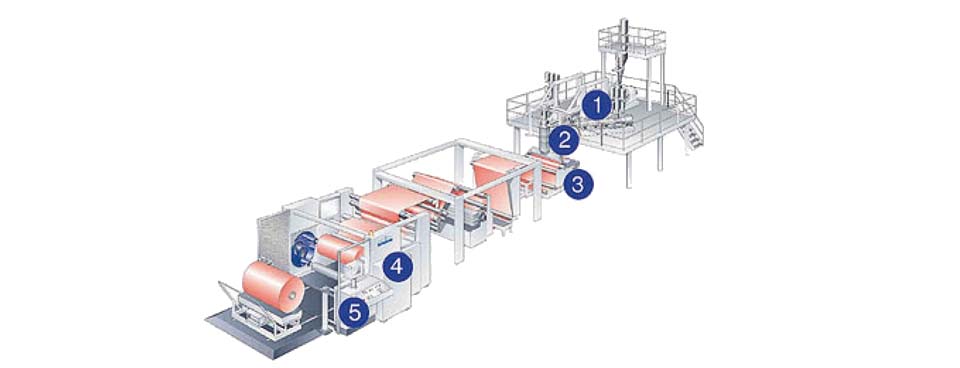
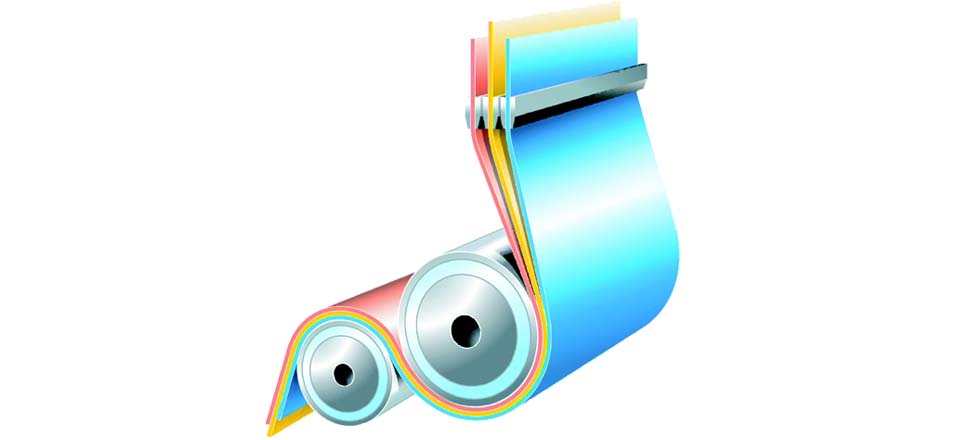
Precis som vid tillverkningen av blåst film, börjar också plangjutningsprocessen i extrudern (1). Granulaten hettas upp i extrudern och pressas via en skruvhjulsväxel in till en utmatningsöppning (2). Den flytande substansen gjuts sedan så jämnt som möjligt på en roterande rulle. Sedan förs substansen vidare genom två rullar (3). Själva rullarna kyls inifrån med vatten; på så sätt bearbetas substansen på rätt temperatur. Filmen som nu har uppstått spänns och förs genom olika valsar. Här får den plangjutna filmen sina egna specifika egenskaper. Slutligen lindas filmen upp på en hylsa (4). Under hela processen utförs mätningar som kontrollsystemet (5) kopplar tillbaka till produktionsprocessen.
- Extruder
- Utmatningsöppning
- Rullar
- Upplindning
- Control unit
Också detta tillverkningssätt har några viktiga fördelar:
- Tack vare den lägre tätheten och den öppna molekylstrukturen har plangjuten film extra hög klarhet. Detta kan vara avgörande för valet när det förpackade godset ska synas för att göra reklam.
- Tack vare produktionsmaskinernas mycket höga kapacitet är kostnaderna för plangjuten lägre än för blåst film.
Förutom skillnaden mellan "Blåst" och "Plangjuten" används också begreppet "Coex" (co-extruderad) för att beskriva filmtypen. Co-extruderad film består av två eller flera (upp till 7) plastlager med olika egenskaper. Eftersom plasttyper med olika egenskaper kombineras uppstår nya möjligheter.
Sammanfoga plastlager
För inplastning av lastpallar bör man överväga en film med ett slätt ytterskikt, ett mellanskikt som ger styrka och ett innerskikt som ”klistrar”. De mest använda råvarorna är polyeten (HDPE, LDPE och LLDPE).
Dessa råvaror kan användas var och en för sig men kan också kombineras. Extrusionsmatrisen är i så fall utformad på så sätt att flera lagers film bredvid varandra kan pressas genom den. Ibland fäster de olika filmskikten inte vid varandra av sig själva.
Då kan man tillfoga ett extra mellanskikt som fäster de två filmerna, som bägge har sina egna karakteristiska egenskaper, mot varandra.
Co-extrudering (sammanfoga plastlager)
Det är viktigt att förbruka så lite film som möjligt men samtidigt få bästa laststabiliteten. Man måste söka efter gränsen för minsta möjliga förbrukning som inte leder till kvalitetsförlust. När man använder sig av maskinell sträckfilmning är det viktigt att tänka på följande:
Konstant tjocklek
Enligt principen "en kedja är inte starkare än dess svagaste länk" är det viktigt att filmen inte är tunnare än en viss minimal tjocklek men inte heller är tjockare än en bestämt maximal tjocklek.
Konstant densitet
När filmen sträcks är det viktigt att sträckningen är lika stor över hela ytan. Lägre sträckning på en viss punkt kräver en högre sträckning någon annanstans och varje avvikelse kan orsaka filmbrott.
Hög styrka mot punktering
En hög styrka mot rivning och punktering gör att filmen inte spricker. Det är särskilt önskvärt när paketet som skall sträckfilmas till exempel har vassa kanter.
Låg 'Neck down'
Neck down är plastfilmens egenskap att bli smalare i längdriktningen än i bredden när filmen spänns. På grund av denna neck down kan ett större antal lindningar vara nödvändigt, speciellt om film med en större försträckning används. Följaktligen blir den totala filmförbrukningen alltså större. Hur stor den så kallade neck down är, beror på filmens sammanställning och orientering.
Klisterstyrkan
När filmen används för inplastning av pallar ska filmen ha en klistrig insida och en glatt utsida. Filmens klisterstyrka på insidan, eller "cling" som det också kallas, gör att de olika lindningarna formar en 'helhet' samt att änden av filmen inte hänger löst utan fästs på pallen. Utsidan ska vara glatt så att pallar som står bredvid varandra inte klistras ihop.

Genom att "sträcka" filmen kan man förbättra plastfilmens styrke- och sträckegenskaper. Trots att filmen i så fall blir smalare ger det en starkare film. Filmen sträcks så att molekylerna orienteras.
Tunnare film som samtidigt är starkare beror på att molekylerna som filmen är uppbyggd av riktas
Vid större förbrukning rekommenderas en sträckfilmsmaskin som är försedd med ett försträckningsaggregat. Aggregatet försträcker filmen. Tack vare filmens så kallade "minnesfunktion" vill filmen efter försträckningen gå tillbaka till sin ursprungliga längd och den sträckta filmen formar sig ändå tätt runt godset. Ju högre sträckgränsen är, desto bättre kvalitet (filmens återhämtningsförmåga och styrka).
Beroende på råvarorna och tillverkningsprocessen har varje film sina egna specifika egenskaper. För de flesta ändamålen räcker en så kallad ”limited film” (film med en lägre försträckning).
För mer kritiska applikationer är användning av en kvalitativt bättre film önskvärd. Contimeta erbjuder ett sortiment av ”power” filmer som lämpar sig mycket väl för dessa ändamål. Man kan försträcka dessa högkvalitativa filmer ändå upp till 400%.
Om endast några få pallar skall inplastas är det inte motiverat att investera i ett avancerat försträckningsaggregat. I så fall kan man välja att använda försträckt oriented film. Ordet ”oriented” hänvisar till processen där filmen orienteras eller sträcks. Under processen pressas polypropenhartsen (kåda) till en tjock film. Plasten tänjs ut och molekylerna orienterar sig. Tack vare molekylernas nya orientering har filmen blivit starkare.
Denna typ av film lämpar sig inte bara för sträckfilmsmaskiner utan försträckningsaggregat utan också som handsträckfilm. Filmen levereras som försträckt film och även här gäller att filmen efter extra försträckning vill gå tillbaka till sin ursprungliga (försträckta) längd.

Perforerad sträckfilm är film med hål som släpper ut luft/kondens från produkten. Denna typ av film används när de inplastade produkterna måste kunna ”andas”. Här ingår produkter som färska grönsaker, frukt och blommor.
Också när de emballerade produkten kräver ventilation, till exempel värmeprodukter med mycket kondens, kan perforerad film vara ett bra val.

Om man använder sig av en maskin vill man helst begränsa antalet rullbyten. Därför använder man ofta filmrullar på ca 20 kg. Dessa rullar är alltför tunga för manuell inplastning.
Handrullarna är betydligt mindre i storlek. Handrullarnas storlek uttrycks i regel i meter. Den stora fördelen med Coreless (filmrulle utan hylsa) är att rullarna är ännu lättare. En hylsa väger lätt en bit över ett kilo. En handrulle utan hylsa väger i regel inte mer än 1.7 kg.

Klar, färgad eller tryckt film
Sträckfilm är i regel transparent, men vi kan även erbjuda färgad film eller sträckfilm med tryck. Användaren vill ofta att de inplastade produkterna ska synas. Det är dock inte alltid önskvärt. Det finns minst två anledningar till att välja färgad film:
1) Vid transport av exempelvis elektronik finns det en extra stor risk för stöld. Färgad film skyddar mot insyn och minskar risken för stölder.
2) Om produkterna är känsliga mot ljus används en så kallad "opak" färgad film. För att märka sina produkter och att göra reklam kan man även välja att använda tryckt film. Möjligheterna är många!

Allt fler kunder ställer ett större krav på snygga och felfritt inplastade pallar. Toppark eller täckplast skyddar pallens ovansida mot smuts och våta.

För buntning, banderollering eller inplastning av allehanda produkter såsom trälattor, profiler, böcker och lådor finns det en enkel och billig lösning: Mini-Stretch eller ministräckfilm.
Dessa handrullar finns som standard i bredderna 100 och 125 mm och i 17, 20 och 23 µm. Vi kan även leverera minifilm i andra storlekar, färger och längder. Skräddarsydda eller måttbeställda produkter är vår specialitet!
För företag som använder sig av en automatisk horisontell sträckfilmsmaskin kan vi också leverera ett stort antal olika filmtyper direkt från lager.
Från 100 upp till 380 mm bredd, från 12 upp till 50 µm i tjocklek, upprullade på olika hylsor och i olika filmkvaliteter - allt är möjligt!

För enkel fixering av dina förpackningar!
Retar du dig på staplade pallar som faller omkull?
Svårigheter med att applicera kantskydd?
Vill du av säkerhetsskäll temporärt stabilisera gods inför interna transporter?
Igenkännande av olika gods? Sanstrap kan fås i röd, grön och gul.
Sanstrap löser alla dessa problem!
Intern lasttransport
Enkel applicering av det 100 mm breda sträckbandet runt ditt gods. Hörnskydd kan appliceras mellan bandet och godset.
Egenskaper Sanstrap:
- Förhindrar att godset förflyttar sig under interna transporter
- Mycket lämpligt för att fästa kantskydd "SOFT".
- Klibbar inte på godset
- Enkel och snabb applikation
- Kan återanvändas
- Kan återvinnas
- Låga priser
- Fungerar även som igenkänning (finns i röd, blå, grön och gul)
- XXL Sanstrap, för 900 x 1400 mm stora pallar
150 och 200 mm breda band (för EUR-pall eller större) kan endast fås i ”Metal-box” variant med refill. Det finns 100 band/fpk i varje box med sträckband för EUR-pallar och större. Det finns 200 band i varje kartong med band för minipallar.

Blåst handsträckfilm
Denna film passar till gods med vassa kanter och har en mycket hög återhämtningsförmåga. Filmen levereras i en box med 4 rullar.
Sortiment sträckfilm
Maskinsträckfilm

Banderolleringsfilm

Sträckband

Handsträckfilm

Sortiment sträckfilmsmaskiner
Sträckfilmsrobotar

Sträckfilmsmaskiner med vridbord

Halvautomatiska sträckfilmsmaskiner med roterande sträckfilmsarm

Helautomatiska sträckfilmsmaskiner

Tillbaka
 Sverige
Sverige