

Wikkelfolie informatie
Wat is wikkelfolie?
Met wikkelfolie kunt u bijv. lading vastzetten of verpakken op een pallet. Ladidingzekerheid en palletstabilisatie zijn belangrijk bij het vervoer van u kostbare lading. Het is niet altijd eenvoudig om vast te stellen welke wikkelfolie voor uw product het meest geschikt is. Er moet een keuze worden gemaakt uit het grote aanbod aan beschikbare foliesoorten. Wanneer u geadviseerd wordt zult u geconfronteerd worden met een aantal vaktermen waardoor men snel het spoor bijster kan raken. Om dit te voorkomen volgt een korte uitleg over een aantal veel gebruikte termen en producten.
- Blown en cast folie
- Coextrusies (meerlaagsfoliën)
- Machinefolie
- Limited, Power en Oriented
- Geperforeerd
- Handrollen
- Helder, gekleurd of bedrukt
- Afdekfolie
- Ministretch
- Bundelfolie
- Folierekband (Sanstrap)
- Sealfolie
 Ons assortimentInformatieaanvraag
Ons assortimentInformatieaanvraag
Blown wikkelfolie productieproces
Blown (geblazen) en Cast (gegoten) folie
Twee veel genoemde kwaliteitsaanduidingen voor verpakkingsfolies zijn "Blown" en "Cast". Deze termen zijn afgeleid van de productieprocessen. Ieder proces leidt tot specifieke eigenschappen. Hieronder volgt een korte beschrijving van deze beide processen.
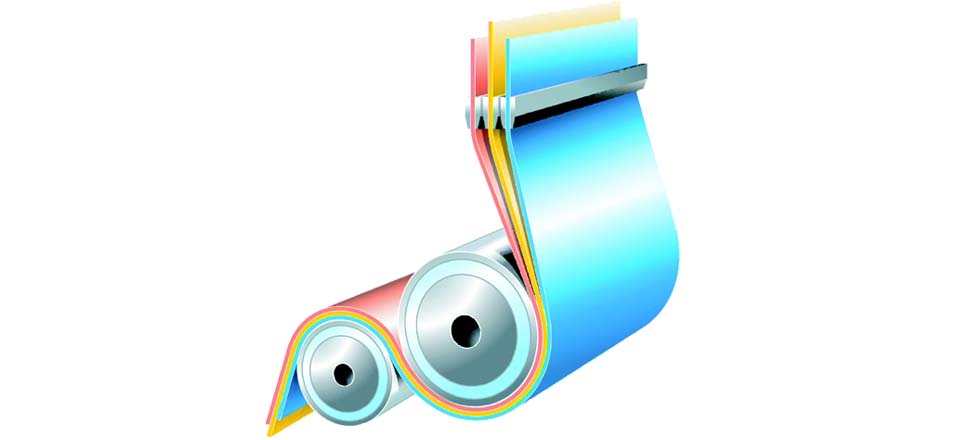
Het granulaat wordt gemengd (1: Extruder) en geëxtrudeerd door een ringvormige mal (2: Blowen van de film met luchtkoelende ring) en vormt een dunwandige buisvormige cilinder. Lucht wordt ingebracht door middel van een gat in het midden van de mal waardoor het granulaat wordt geperst. De cilinder baant zich dan een weg naar boven waarbij hij continu door lucht gekoeld wordt. De buitenafmeting van de cilinder wordt bepaald door een ringenstelsel (3: Maatbepalingseenheid) die de cilinder omsluit. Ondertussen wordt de wanddikte van de cilinder gemeten (4: Dikte bepalingseenheid) en vindt terugkoppeling plaats naar de extruder waar eventuele bijstelling plaatsvindt. Als de cilinder voldoende afgekoeld is, passeert deze twee toelopende rollenstelsels (5: Afklemeenheid), waarbij de cilinder afgeplat wordt tot een platte folie. De folie wordt vervolgens verder afgekoeld en via een stelsel van luchtgekoelde en aangedreven afnamerollers (6: Omkeereenheid) naar beneden geleid. De platgedrukte folie is dan klaar voor gebruik of wordt aan beide zijden afgesneden, om zodoende twee vlakke foliën te verkrijgen. Deze worden tot slot opgerold (7: Opwinden). Het bedieningspaneel (8: Automatisering).
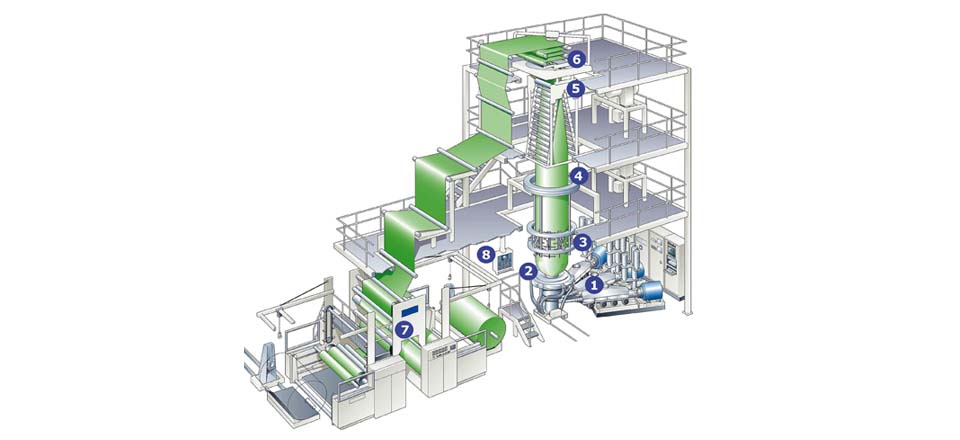
Wikkelfolie - Blown-folie productieproces
Deze wijze van produceren heeft een aantal belangrijke voordelen:
- De breedte en dikte van de folie kunnen nauwkeurig bepaald worden door de regulering van de output van de extruder, de afmeting van de luchtbel en de afnamesnelheid.
- Afwezigheid van onregelmatigheden bij randafwerking en een gelijkmatige afkoeling.
- Mogelijkheid tot biaxiaal oriënteren van de folie. Dit geeft een verhoogde kwaliteit van de mechanische eigenschappen, vooral puntbelasting.

Tijdens het Blown productieproces wordt de folie in twee richtingen opgerekt en verkrijgt zo zijn sterkte
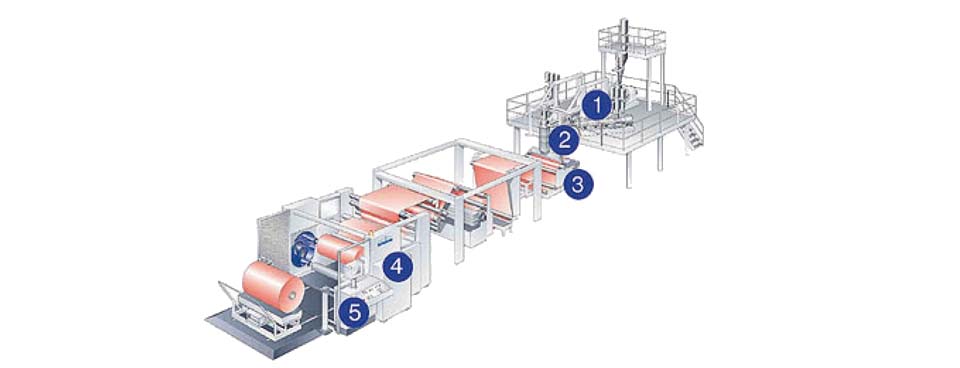
Net zoals bij een Blownlijn, begint een Castlijn met de extruder (1: Extruder). In de extruder worden de granulaten verhit en via een wormwiel geperst naar een lange dwarsgeplaatste uitstroomopening (2: Uitstroomopening). Via deze opening wordt de vloeibare substantie gedoseerd en zo egaal mogelijk op een draaiende rol gegoten. Vanaf hier wordt de substantie tussen twee rollen door geleid (3: Rollen). De rollen zelf worden van binnen uit met water gekoeld en zorgen er zo voor dat de substantie op de juiste temperatuur wordt verwerkt. De film die nu ontstaan is, wordt op spanning gehouden en via diverse walsen geleid. Ook geeft dit de specifieke eigenschappen aan het Castfilm. Tot slot wordt de folie op een koker opgewonden (4: Opwindinstallatie). Gedurende het gehele proces worden metingen verricht die via het controlesysteem (5: Control unit) teruggekoppeld worden naar het productieproces.
Ook deze wijze van produceren heeft een aantal belangrijke voordelen:
- Door de lagere dichtheid en de open moleculestructuur is de helderheid van een Castfolie beter. Wanneer aan de verpakking promotionele waarde wordt toegekend, kan dit doorslaggevend zijn.
- Doordat de productiemachines een zeer hoge capaciteit hebben, is de prijs van de folie ten opzichte van Blownfilm lager.
Wikkelfolie - Coextrusies (meerlaags foliën)
Naast het onderscheid tussen "Blown" en "Cast" wordt ook vaak de term "Coex" gebruikt om een folie te typeren. Deze term heeft ook betrekking op het productieproces. Een Coextrusie houdt in dat een folie wordt opgebouwd uit meerdere lagen. Het aantal lagen kan oplopen tot zeven. Door de eigenschappen van de diverse lagen met elkaar te combineren is een zeer uitgebreid scala van nieuwe mogelijkheden ontstaan. Voor het verpakken van voedsel kan men daarbij denken aan een niet doorlatende tussenlaag. Samenvoegen van folielagen
Voor het verpakken van pallets moet men denken aan folie met een gladde buitenlaag, een tussenlaag die sterkte levert en een binnenlaag die "kleeft". Polyethenen (HDPE, LDPE en LLDPE) zijn hierbij de meest gebruikte grondstoffen. Deze kunnen enkelvoudig maar ook in combinatie met elkaar gebruikt worden. De extrusiemal is dan zodanig gevormd dat meerdere lagen folies naast elkaar worden uitgeperst. Soms hechten de diverse folielagen niet automatisch aan elkaar. Dit kan dan worden opgelost door het aanbrengen van een extra tussenlaag, die de twee foliën met ieder hun eigen karakteristieken met elkaar verbindt.
Wikkelfolie - Coextrusies (meerlaags foliën)
Bij het wikkelen van het pakket of pallet is het belangrijk dat het pakket optimaal wordt gestabiliseerd met een zo laag mogelijk folieverbruik. Hierbij is het belangrijk om de grenzen op te zoeken, waarbij het wikkelproces zonder onbedoelde interrupties kan plaatsvinden. Bij toepassing op de machines is een aantal aspecten van belang:
Constante dikte
Volgens het principe, "een ketting breekt op de zwakste schakel" is het belangrijk dat de folie niet onder een minimale dikte maar ook niet boven een maximale dikte komt.
Constante dichtheid
Wanneer de folie wordt opgerekt dient deze rek evenredig over de oppervlakte van de folie verdeeld te worden. Een mindere rek in het ene punt vereist een hogere rek ergens anders. Iedere afwijking in dichtheid kan daardoor aanleiding geven tot breuk.
Hoge doorsteekweerstand
Een hoge doorsteekweerstand zorgt ervoor dat de folie, wanneer deze zich vormt om scherpe uitstekende ladingpunten, niet scheurt.
Lage Neck down
Neck down is de eigenschap van folie om bij spanning in de lengterichting smaller te worden in de breedterichting. Vooral bij grotere voorrek kan dat leiden tot een toename van de benodigde aantal wikkelingen waardoor het folieverbruik per verpakte eenheid stijgt. De mate van neck down wordt bepaald door de samenstelling en de oriëntatie van moleculen waaruit de folie is opgebouwd.
Evenwichtige Cling
Op de pallet dient de folie te kleven aan de binnenkant, en glad te zijn aan de buitenkant. De kleefkracht aan de binnenkant, ook wel cling genoemd, zorgt ervoor dat de wikkelingen één geheel vormen en dat het uiteinde niet los aan de pallet bungelt. De buitenzijde dient glad te zijn om te voorkomen dat twee tegen elkaar geplaatste pallets niet aan elkaar kleven bij op- of overslag.

De trek- en sterkte-eigenschappen van folie kunnen worden verbeterd door de folie te "strekken". Hoewel de folie tijdens dit strekproces dunner wordt is deze toch sterker dan voor deze bewerking. Dit komt doordat de moleculen, waaruit de folie is opgebouwd, gericht worden.
Bij groter verbruik is het raadzaam om een foliewikkelmachine te gebruiken, waar dit strekken in de "kop" van de foliemachine plaatsvindt. Er kan dan gebruik gemaakt worden van het extra voordeel van de "geheugenwerking" van de folie die resulteert in een terugtrekkende beweging kort na het oprekken. De folie kan met weinig spanning op het pakket worden aangebracht. De geheugenwerking zorgt er vervolgens voor dat toch een goede spanning op het pakket tot stand komt. Het voorrekken kent echter zijn grenzen. In de regel geldt, dat hoe hoger de rekgrens, hoe beter (herstellend vermogen en sterkte) de folie.
Dunnere folie maar toch sterker, komt doordat de moleculen, waaruit de folie is opgebouwd, gericht worden.
Afhankelijk van de samenstelling van de grondstoffen en het productieproces heeft iedere folie zijn eigen kenmerken. Voor veel toepassingen volstaat veelal limited folie (folie met een lagere voorrekmogelijkheid). Voor meer kritische toepassingen is het gewenst een betere folie te gebruiken. Hiervoor heeft Contimeta een assortiment die wordt aangegeven met "power". Deze folies kan men dus verder (tot 400%) voorrekken en hebben daarmee samenhangend uitmuntende eigenschappen.
Bij een klein aantal te wikkelen pallets is de investering in een geavanceerde "kop" niet economisch. In een dergelijk geval kan ook gekozen worden voor de inzet van voorgerekte oriented folie.
Het woord oriented verwijst naar het kernproces dat zich in deze fabrieken afspeelt, oriënteren ofwel oprekken. Tijdens dit proces worden de bolletjes van polypropyleenhars (resin) in een extruder omgevormd tot een dikke folie. Deze folie, de film, wordt vervolgens opgerekt. Dankzij deze heroriëntering van de moleculen is de film sterker.
Deze folie is niet alleen geschikt voor machines met een eenvoudige "kop" maar leent zich ook uitstekend voor gebruik als handfolie. De folie wordt dan kant-en-klaar, voorgerekt geleverd, waarbij de voorrek dusdanig is dat bij een geringe extra uitstrekking "het geheugen" in werking treedt.

Geperforeerde folie wordt vaak toegepast wanneer de lading tijdens het transport moet kunnen "ademen". Dit kan het geval zijn bij transport van bijvoorbeeld groente en fruit. Ook wanneer de lading nog dient af te koelen kan dit relevant zijn.

Bij de inzet van machines wil men het wisselen van de folierollen zo veel mogelijk beperken. De inzet van folierollen die rond de 20 kg. wegen is daarbij vrij gebruikelijk.
Voor het gebruik met de hand zijn deze rollen te zwaar.
De handrollen zijn dan ook veel kleiner. De hoeveelheid folie hierop wordt veelal in meters uitgedrukt. In dit kader heeft de Coreless (folierol zonder kern) folie een belangrijk voordeel. Een kern weegt al gauw ruim een kilo. Het ontbreken van deze kern scheelt substantieel. Een handrol zonder kern weegt niet meer dan circa 1,7 kg.

In de regel wordt heldere folie toegepast. De gebruiker wil veelal aan de afnemer laten zien wat er op een pallet staat. Dit is echter niet altijd gewenst. Er zijn minstens twee redenen om gekleurde folie toe te passen:
1) Bij diefstalgevoelige producten, zoals consumentenelektronica blijkt de lading tijdens transport regelmatig te verdwijnen. In een dergelijk geval wordt gekleurde folie (zwart, wit, rood, blauw of groen) toegepast om de lading aan het directe gezicht te onttrekken.
2) Bij een lading die gevoelig is voor licht wordt folie toegepast met een opaque inkleuring. Om promotionele redenen kan ook bedrukte folie worden toegepast. Hiervoor zijn veel mogelijkheden.

Steeds meer klanten verlangen een mooi en vlekkeloos afgeleverde pallet. Om het stof niet op de lading te laten komen, water niet te laten insijpelen en ook om ongewenste indringers tegen te houden, kunnen afdekvellen of afdekfolie een hele goede oplossing zijn.

Voor het groeperen, bundelen, inpakken van allerlei producten zoals houten latten, profielen, boeken, dozen, e.d. bestaat er een heel goedkope en handige oplossing: de Mini-Stretch.
Voor manuele toepassing beschikken wij standaard over een folie van 100 en 125 mm breedte in 17, 20 en 23 µm. Andere afmetingen, kleuren en lengten kunnen wij probleemloos aanbieden. Versnijden en maatwerk is onze specialiteit!
Voor bedrijven die beschikken over een automatische horizontale bundelmachine, hebben wij eveneens vele soorten uit voorraad leverbaar. Van 100 tot 380 mm breed, van 12 tot 50 µm dik, op allerlei soorten kokers en in allerlei soorten rekfolie (ook wel rekwikkelfolie) kwaliteiten, alles is mogelijk.

Voor het (tijdelijk) eenvoudig bij elkaar houden van uw verpakking!
Ergernissen over het omvallen van gestapelde goederen?
Problemen met het aanbrengen van hoekprofielen?
Om veiligheidsredenen tijdelijk stabiliseren van goederen voor intern transport?
Herkenning van bij elkaar horende goederen? Sanstrap in verkrijgbaar in rood, groen en geel. Sanstrap lost al deze problemen op.
Uw ladingen intern vervoeren
U brengt bijvoorbeeld het 100 mm brede bandje rondom uw goederen aan. Hoekprofielen kunt u tussen het bandje en uw goederen aanbrengen. Geen probleem meer tijdens het inpakken met rekfolie.
Eigenschappen van Sanstrap
- Houdt tijdelijke ladingen bij elkaar voor intern transport
- Ideaal om hoekprofielen vast te zetten "SOFT".
- Kleeft niet op het product
- Gemakkelijk en snel aan te brengen
- Kan hergebruikt worden
- Recyclebaar
- Zeer voordelig
- Te gebruiken als herkenning (in rood, blauw, groen en geel)
- XXL Sanstrap, voor pallets van 900 x 1400 mm
De brede banden van 150 en 200 mm (voor Europallets of groter zijn enkel verkrijgbaar in de versie "Metal-box" met navullingen. In dozen met banden voor Europallets en groter zitten 100 banden/doos. In dozen met banden voor minipallets zitten 200 banden/doos.

Handwikkelfolie type Blown
Deze folie is geschikt voor producten met scherpe kanten en heeft een zeer sterk herstellend vermogen. De folie wordt geleverd in een karton van 4 rollen.
De laatste ontwikkeling is een rekfolie, die de eigenschappen van blown- en castfolie combineert. De voordelen zijn enorm; bi-directionele uitrek, beter bestand tegen doorstoten en scheuren, zeer economisch qua gebruik en bij de productie een wezenlijk lagere CO2 uitstoot!
Vervangt probleemloos een traditionele handwikkelfolie van 12-23 μm. Uit tests is een hoger herstellend vermogen gebleken en een verbruiksbesparing tot 60%!
Assortiment wikkelfolie
Machinewikkelfolie

Bundelfolie

Spanfolie (hand)

Handwikkelfolie

Assortiment foliewikkelaars
Robot foliewikkelaars

Draaitafel foliewikkelaar

Armwikkelaar halfautomatisch

Foliewikkelaar volautomatisch

Terug
 Nederland
Nederland